

Příčiny SMT svařování
1. Vady konstrukce desky plošných spojů
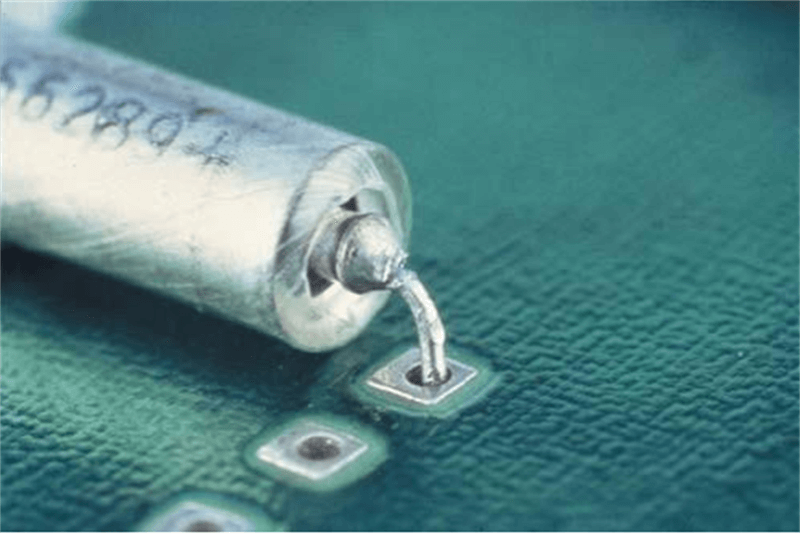
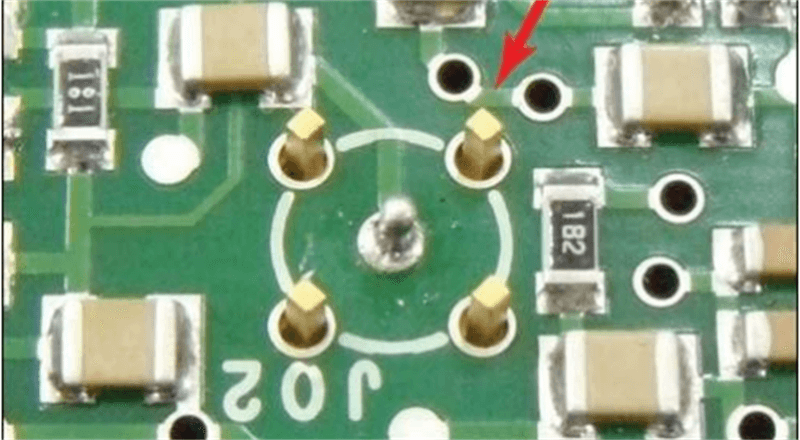
V procesu návrhu některých desek plošných spojů, protože prostor je relativně malý, může být otvor vytvořen pouze na podložce, ale pájecí pasta má tekutost, která může proniknout do otvoru, což má za následek absenci pájecí pasty při reflow svařování, takže když kolík není dostatečně velký na to, aby pohltil cín, dojde k virtuálnímu svařování.
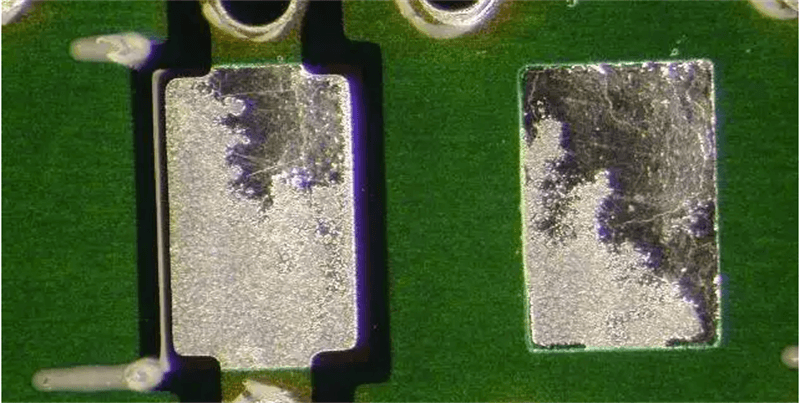
2. Oxidace povrchu podložky
Po opětovném pocínování oxidované podložky povede reflow svařování k virtuálnímu svaření, takže když podložka oxiduje, je třeba ji nejprve vysušit. Pokud je oxidace závažná, je třeba ji přerušit.
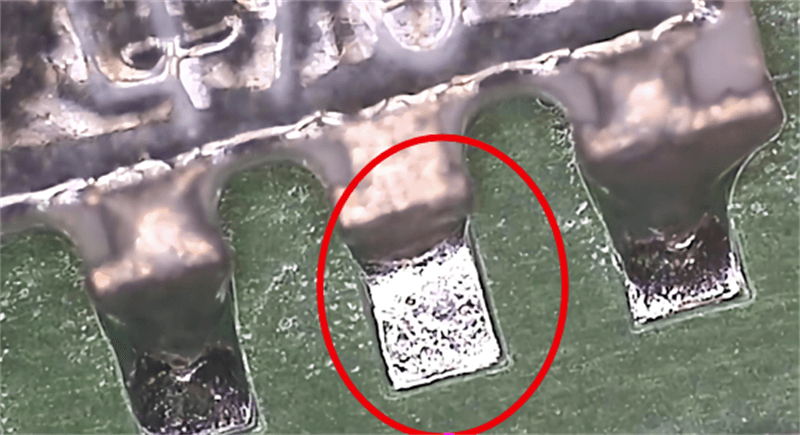
3. Teplota přetavení nebo doba zóny s vysokou teplotou není dostatečná
Po dokončení záplaty není teplota při průchodu předehřívací zónou reflow a zónou s konstantní teplotou dostatečná, což má za následek, že část taveniny stoupá po cínu, ke kterému nedošlo po vstupu do vysokoteplotní reflow zóny, což má za následek nedostatečné pohlcování cínu kolíkem součásti a následné virtuální svařování.
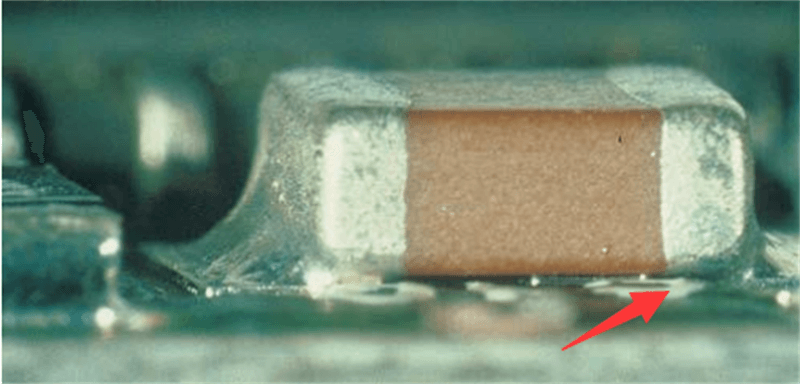
4. Tisk pájecí pasty je méně náročný
Když se pájecí pasta nanáší kartáčem, může to být způsobeno malými otvory v ocelové síťovině a nadměrným tlakem tiskové škrabky, což má za následek menší tisk pájecí pasty a její rychlé odpařování při reflow svařování, což vede k virtuálnímu svařování.
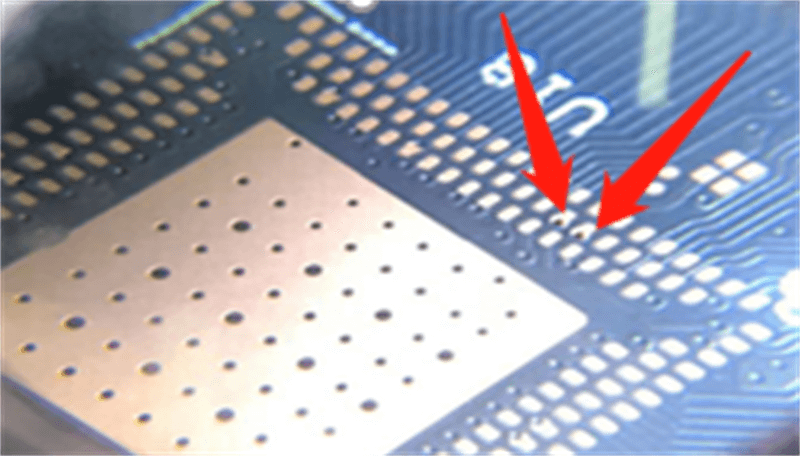
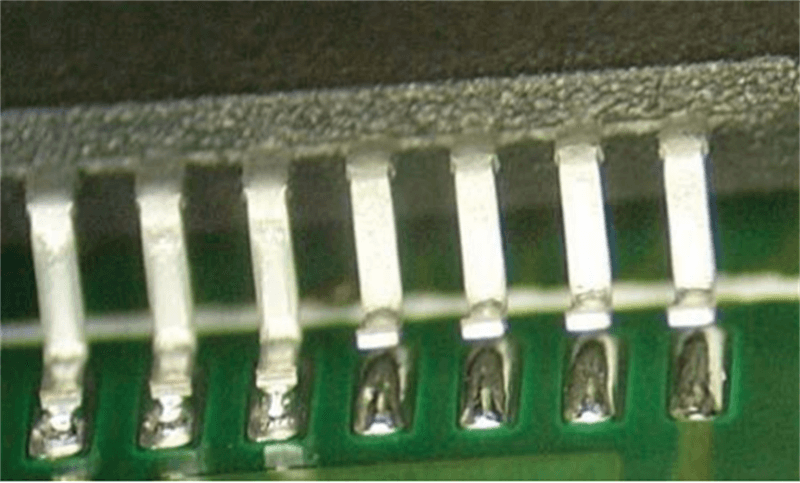
5. Zařízení s vysokým počtem pinů
Pokud je zařízení s vysokým počtem pinů vyrobeno metodou SMT, může se stát, že z nějakého důvodu je součástka deformovaná, deska plošných spojů ohnutá nebo je podtlak osazovacího stroje nedostatečný, což má za následek různé horké tavení pájky a virtuální svařování.
Důvody virtuálního svařování DIP
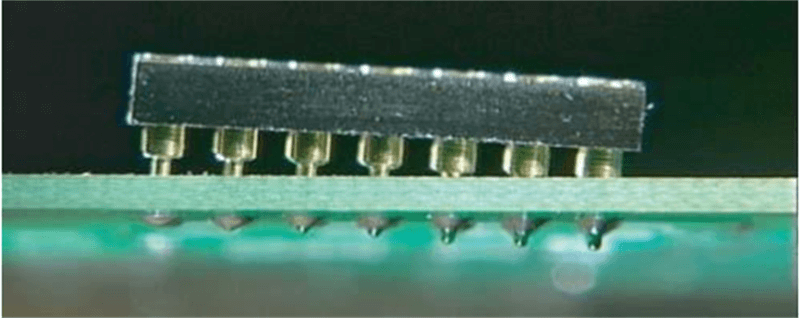
1. Vady v konstrukci otvorů pro zásuvné desky plošných spojů
Otvor pro zasunutí desky plošných spojů, tolerance je mezi ±0,075 mm, otvor pro balení desky plošných spojů je větší než pin fyzického zařízení, zařízení bude uvolněné, což povede k nedostatečnému cínování, virtuálnímu svařování nebo svařování vzduchem a dalším problémům s kvalitou.
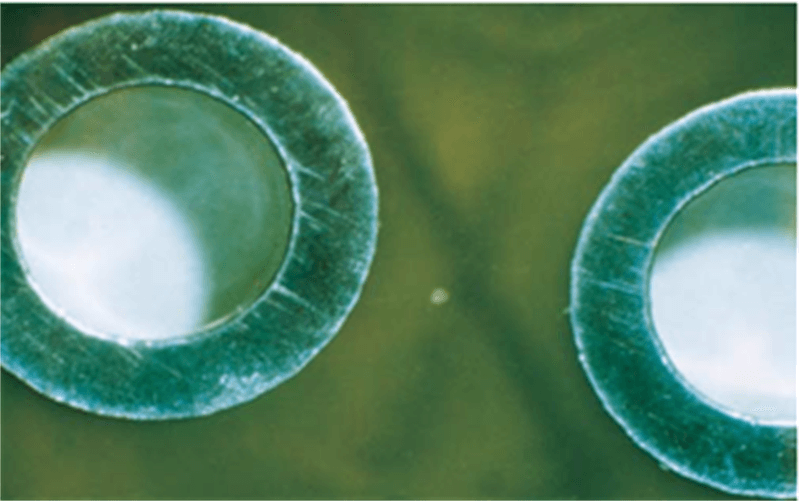
2. Oxidace podložky a otvoru
Otvory pro desky plošných spojů jsou znečištěné, oxidované nebo kontaminované kradeným zbožím, mastnotou, skvrnami od potu atd., což vede ke špatné nebo dokonce nesvařitelné svařitelnosti, což má za následek virtuální svařování a svařování vzduchem.
3. Faktory kvality desek plošných spojů a zařízení
Zakoupené desky plošných spojů, součástky a další pájitelnost neodpovídají kvalifikaci, nebyly provedeny žádné přísné přejímací zkoušky a vyskytují se problémy s kvalitou, jako je virtuální svařování během montáže.
4. Platnost desky plošných spojů a zařízení vypršela
Zakoupené desky plošných spojů a součástky jsou kvůli příliš dlouhé době skladování ovlivněny skladovým prostředím, jako je teplota, vlhkost nebo korozivní plyny, což vede ke svařovacím jevům, jako je virtuální svařování.
5. Faktory zařízení pro pájení vlnou
Vysoká teplota v peci pro vlnové svařování vede k urychlené oxidaci pájecího materiálu a povrchu základního materiálu, což má za následek sníženou adhezi povrchu k tekutému pájecímu materiálu. Vysoká teplota navíc také koroduje drsný povrch základního materiálu, což má za následek snížené kapilární působení a špatnou difuzivitu, a tím i virtuální svařování.
Čas zveřejnění: 11. července 2023





